| 加工定制:是 | 材料:不锈钢 | 适用范围:机床 |
| 加工服务:深加工 | 应用领域:机械/通讯制造 | 公差:±0.01 |
| 成型件:折弯件 | 下料方式:激光切割 | 表面粗糙度:精细 |
| 钣金材质:金属板材 | 钣材厚度:0.5~10.0(mm) | 打样周期:8-15天 |
| 加工工序:翻边,冲孔,切割,圆角,展开,冲压,成型,折弯,嵌入翻边,冲槽,筋肋 | 是否定制:是 | 工艺:机加工 |
| 材质:金属 | 类型:钣金定做 | 可售地:全国 |
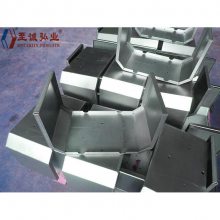
钣金加工是一种广泛应用于机械、电子、电气、建筑、汽车等领域的加工工艺,具有精度高、表面光滑、尺寸准确、重量轻、强度高、耐腐蚀、易于装配等优点。
我公司经营项目有:五金塑胶及电子产品的技术开发设计,产品生产和销售,五金塑胶模具的设计制造,联系人:雷先生,
. 翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,再攻丝,主要用板厚比较薄的钣金加工,增加其强度和螺纹圈数,避免滑牙,一般用于板厚比较薄,其孔周正常的浅翻边,厚度基本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。
3. 冲床:是利用模具成形的加工工序,一般冲床加工的有冲孔、切角、落料、冲凸包(凸点),冲撕裂、抽孔、成形等加工方式,其加工需要有相应的模具来完成操作,如冲孔落料模、凸包模、撕裂模、抽孔模、成型模等,操作主要注意位置,方向性。
4. 压铆:压铆就本公司而言,主要有压铆螺母、螺钉、松不脱等,其是通过液压压铆机或冲床来完成操作,将其铆接到钣金件上,还有涨铆方式,需注意方向性。
5. 折弯;折弯就是将2D的平板件,折成3D的零件。其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。
l 折弯条数是T=3.0mm以下6倍板厚计算槽宽,如:T=1.0、V=6 .0 F=1.8、T=1.2、V=8、F=2.2、T=1.5、V=10、F=2.7、T=2.0、V=12、F=4.0
l 折床模具分类,直刀、弯刀(80℃、30℃)
l 铝板折弯时,有裂纹,可增加下模槽宽式增加上模R(退火可避免裂纹)
l 折弯时注意事项:Ⅰ图面,要求板材厚度,数量; Ⅱ折弯方向
Ⅲ折弯角度;Ⅳ折弯尺寸;Ⅵ外观、电镀铬化料件不许有折痕。
钣金加工可以加工多种形状和尺寸的零部件和产品,适用于机械、电子、电气、建筑、汽车等领域;钣金加工可以实现高精度的加工,能够满足客户的多种要求。
钣金加工的产品易于装配,可以大大提高生产效率;钣金加工具有广泛的应用范围和良好的加工质量,能够满足客户的多种需求,是现代工业生产中不可或缺的一部分。
我们公司凭着“团结、务实、敬业、奉献”的企业精神,经过全体员工的努力拼搏和积***,在市场享有较高的信誉。欢迎广大客户与我公司携手合同、互惠互利、共同发展!